
CNC加工石墨模具的技术:从设备、治具到刀具
3D玻璃的热弯根柢现已确认选用石墨模具,这对CNC来说多了一项石墨模具加工工艺。因石墨资料本身原因,并不是一切的CNC都能够加工,其间从设备的挑选、治具规划、刀具挑选等有许多问题需求留神,据悉,石墨模具方面约占热弯不良率的20%。
一、石墨模具CNC加工前需做哪些“准备工作”
1.选好石墨加工设备
(1)吸尘强度要高
石墨加工对机器要求很严峻,粉末不只对机器构成危害,对人也会构成必定的危害,所以对设备吸尘强度的主张是:
1)变频器控制吸尘器运作,削减颤抖源
2)吸尘口挨近加工区域,快速吸尘
3)守时吹尘规划,使角落里堆积的石墨粉尘被吹起,并吸走,不会滞留在机器内部
4)刀库门带吹气设备,避免石墨粉尘进入刀库,粘上刀柄影响加工精度
(2)机床密封性很重要
刀库的密封包含Y轴的规划的密封都要做到很严峻,机床的密封性假定做得欠好的话,设备进入粉尘,根柢上不跨过3个月,有些电子元件就逐步损坏。主张Y轴防尘罩一体化规划,防护功用晋级。
(3)一般需用固态导轨油
石墨的设备一般用固态导轨油,石墨的导轨油仍是会滴油的原因是油污时刻一长就会堆积,发生废油,废油也会逐步滴到石墨或是机台里面,主张:
1)导轨油一旦滴落石墨表面,即损坏资料;
2)运用滴油收回设备,守时吸油,废油收回。
2.规划好加工治具
真空治具
真空治具,一个治具能够做两个或多个的产品。现在许多都是真空吸附台,一个机台上能够装大的、小的,达3-4个。有的石墨加工用的是工装,但这是做模具电极的;做石墨模具一般都会选用真空吸附台,加工标准安稳,变形量也小。
3.选好刀具
石墨加工的难点也在刀具上面,刀具磨损的非常快,国内一般的刀具也就3-4个小时,好一点的5个小时。国外的进口刀具大大约也就6-8个小时。挑选刀具时尽量挑选平底带R刀,不要挑选平底刀(开粗精修的时分)。因为平底刀的刀尖是锋利的,切削出来石墨会简略崩。石墨比较硬也比较脆,用过火尖利的去切它,会简略崩掉。所以我们现在切削时都会选带点R角的刀具(0.5R或是0.2R)。
球刀一般是用来精修。损耗最大是如下图的R刀,一套模具其加工时刻要2个小时,做的精细的要3个小时。现在国内也在尽力的研讨刀具的资料和涂层,期望它的加工时刻变的更久本钱会下降。
4. 在不同加工阶段下设置好参数、选好刀具
1) 开粗
开粗石墨加工途径
简略的石墨加工途径,是开粗的途径,周围是扩展的开粗的切削深度,每刀的加工量。
参数的设置:
切削量:2~3mm,加工速度:3~4m/min,主轴转速:10000~12000rpm
刀具的挑选:
开粗刀:四刃,10~12mm
(直径过小:速度慢,加工没功率)
(直径过大:刀摆大,影响加工精度)
2) 中粗
中粗石墨加工途径
中粗的刀路,一般我们会选用R刀在精修之间中粗一下,这样对削减精修的量,那么精修的刀磨损会小一点。
参数的设置:
切削量:0.5mm,加工速度:3m/min,主轴转速:15000rpm
刀具的挑选:
R刀:R3(带曲面,曲面略微大,合适曲面开粗)
3) 精修
精修石墨加工途径
精修的加工途径,精修加工爬坡的曲面许多种途径:0°、45°、90°、包含环形的都有在切削,现在切削效果最好的仍是90°的,90°广泛来说是比较好的。一般用R刀精修,效果也是比较好的,但是国外的机床用圆鼻刀,这对机床精度要求很高。像牧野、米克朗的切出的精度就很高,用圆鼻刀切出来也会很亮,根柢上切出来不必抛光。
参数的设置:
切削量:0.03mm,加工速度:3m/min,主轴转速:22000rpm
刀具的挑选:
凸模:R刀:R2(曲面小,可设置高转速,颤抖小,进步加工效果)
凹模:圆鼻刀(平底带R刀) (6R0.5/4R0.2)
(6&4代表直径,0.5&0.2代表R角度,R角度越小,标明加工规划越小,加工更精细,可处理凹模中角落方位加工。)
二、石墨CNC加工中会遇到哪些问题及怎样处理
1.刀线问题
1)刀具问题:主张尽量运用高质量刀具。现在刀具资料以及涂层配方,多进口为宜。国内刀具的资料和涂层还在继续深化研讨傍边。
2)后处理:协作数控体系的专用后处理程序。
2.暗纹问题
机床、刀具等都会影响精度,发生暗纹。
1)体系问题:体系设置需调整,挑选“高精修”办法,协作体系专用后处理;
2)走刀办法:主张最好两轴一起移动,而非三轴一起移动。45°一般运用三轴一起动,三轴一起动的话效果没那么好,简略发生刀纹。

-
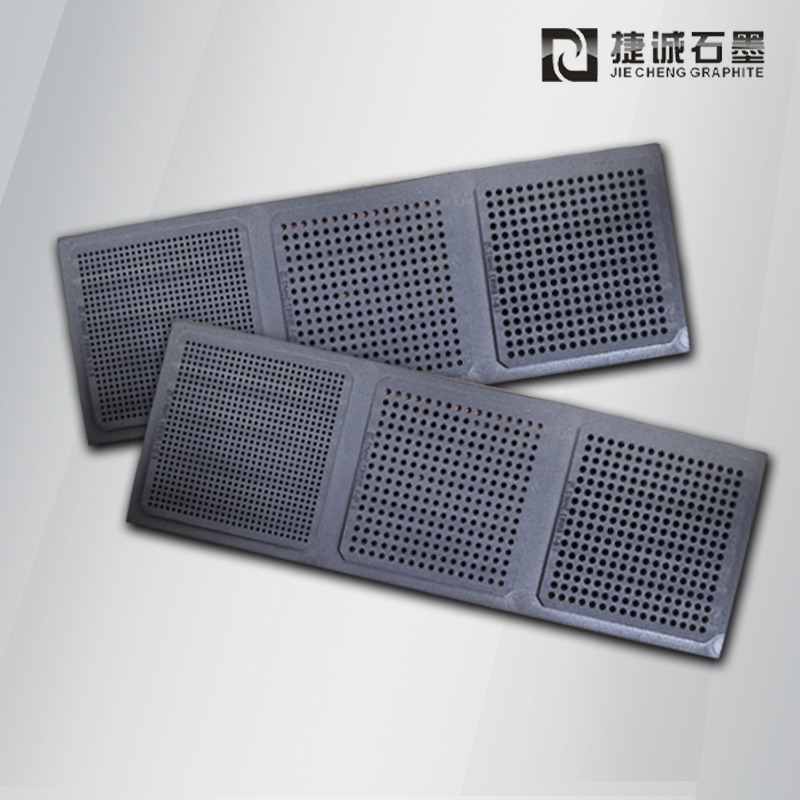
 液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16
液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16 -
 真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08
真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08 -
2026-07-06
-
2026-07-04
-
2026-07-03
-
2026-07-03
-
2026-06-22
-
2026-06-22
-
2026-06-22
-
2026-06-21
-
2026-06-21



