多年石墨专家告诉你什么是高纯石墨
机电学院材料科学与工程教授,ylzzcom永利总站线路检测石墨先进碳材首席科学家。
2 人赞同了该文章
高纯石墨指的是纯度较高的石墨。石墨原材料有很多种,按照生产时代的成型方式,可以分为等静压石墨、模压石墨、挤压石墨,模压石墨即是高纯石墨,这种石墨是经过10000吨的液压机模压而成,然后经过几个月的焙烧,才会形成成品。所以,高纯石墨的纯度较高,各项物理性能较好,在各行各业都有广泛的应用,是工业行业的优质材料。
我是ylzzcom永利总站线路检测石墨石墨集团的徐经理,在石墨行业从业5年,一直钻研高纯石墨的生产工艺与优化方法,研发出了比传统高纯石墨更加优良的ylzzcom永利总站线路检测高纯石墨,各向同性,抗压抗折性能更加 ,收到了国内外客户的广泛好评,也和国外三大石墨厂家:德国西格里石墨、法国罗兰石墨、美国步高石墨建立了联合高纯石墨研发中心,致力于更加 的高纯石墨制品的研发,为世界各国工业届提供更加 的石墨制品。
高纯石墨是指石墨的含碳量>99.99%,广泛用于冶金工业的高级耐火材料与涂料、军事工业火工材料安定剂、轻工业的铅笔芯、电气工业的碳刷、电池工业的电极、化肥工业催化剂添加剂等。
ylzzcom永利总站线路检测石墨拥有进口高纯石墨生产线确保原材料的稳定供应,为您的石墨应用提供低成本的解决方案;在ylzzcom永利总站线路检测石墨,您能找到 齐全的石墨规格与等级。
ylzzcom永利总站线路检测石墨模压高纯石墨的产品特点:
所有的高纯模压石墨都具有满足您需求的独特性能。高纯石墨就机械强度、耐摩擦性、密度、硬度、导电率等方面具有非常广泛的特性,并且能通过浸渍树脂或者金属来进一步的提高。
由于高纯石墨颗粒度细和内部结构同质性,如果不考虑尺寸原因的话他可以用来代替等静压石墨。
ylzzcom永利总站线路检测高纯石墨应用行业:
单晶炉、单晶炉、炊具、多晶炉、连续浇铸模具、电火花、电子烧结、石英、模具和零部件等行业。
ylzzcom永利总站线路检测高纯石墨的优良特性:
1.热稳定性:针对产品急热急冷的使用条件,进行特别设计以保证产品质量的可靠性。
2.耐侵蚀性:均匀细密的基体设计,延缓了产品的受侵蚀度。
3.耐冲击性:产品所能承受的热冲击强度极高,所以任何工艺处理都可以放心进行。
4.耐酸性:特殊材料的加入显著改善产品的品质,在耐酸化指标方面表现卓越,并大大地延长产品的使用寿命。
5.高热传导性:高含量的固定碳保证了良好的热传导性,缩短溶解时间,并显著地降低了能耗。
6.金属污染的控制:材料成分的严格控制,保证了溶解时产品对金属没有污染。 7.质量稳定性:高压成形法的制作技术工艺和质量保证体系更充分地保证了质量的稳定性。
ylzzcom永利总站线路检测石墨,致力于为世界用户提供 优质高纯石墨!
石墨材料加工技艺的提高才是减少石墨零件崩边的关键
近年来,石墨模具需求大增,特别各种石墨异形零件。对历年ylzzcom永利总站线路检测石墨公司的报废的石墨零件原因进行分析发现,由于零件崩边产生的废品约占20%. 由于材料难加工,加工效率低,使零件的生产进度受到严重影响。
产品特点.jpg
石墨材料具有耐烧蚀、抗热振等性能特点。但是由于其材质特殊、切削性能差,加工质量不易保证,特别是加工中容易产生崩边缺陷,这些都成为非金属加工的瓶颈之一。
ylzzcom永利总站线路检测石墨制造公司为尽快解决石墨零件崩边问题,提高石墨零件生产效率,以某型石墨前嵌环、喉衬及其组件壳体组合等机械加工为研究对象进行技术攻关,从加工方法、刀具及其切削参数等方面探索石墨材料加工技术,解决石墨零件的加工难题,对夯实非金属加工技术,顺利完成科研和批生产任务具有重要意义。
1 石墨材料简介
石墨材料主要是各种石墨模具用石墨,是由易石墨化、强度高、抗烧蚀性好的石油焦骨料和析焦量高的粘结剂制成。 石墨材料的生产过程包括混捏、磨粉、压制、焙烧、石墨化等工序。在生产过程中经过多次热循环,材料内部可能产生裂纹、气孔等缺陷,各批材料和每块材料内部的性能有一定分散性。
如果实际生产状态偏离工艺规程,将会导致石墨材料质量波动。比如:压制工序是单件生产,采用热压工艺。热压前模温、料温必须达到要求(135 ~ 150℃),然后将料粉装入模具,加压后停止模具加热,模具自然冷却到 50 ℃以下时允许吹风冷却,37 ℃以下脱模。每次压制一件产品,需要五个多小时,如果压力不够,可能产生气孔、疏松、裂纹;温度不够,可能产生分层;冷却过快,可能产生裂纹等。因此,石墨生产过程中的质量控制对材料的性能有很大影响,如质量控制产生波动,在材料上的表现形式是多方面的,包括裂纹、疏松、气孔等。
石墨材料一般制成圆柱体或方形体结构,要求内部不允许有裂纹和直径大于1mm的空洞。
石墨材料的切削力只有切削铝、铜等金属材料的10%左右,车削温度不高,最高温度在 160~300℃之间,且与切削速度呈线性关系。但材料脆性大,加工中容易产生缺陷,加工表面质量不易保证。
总之,该材料属于难加工脆性非金属材料,组织的致密性、均匀性与金属相比相差甚远。
2 典型零件简介
2.1 典型零件结构特点
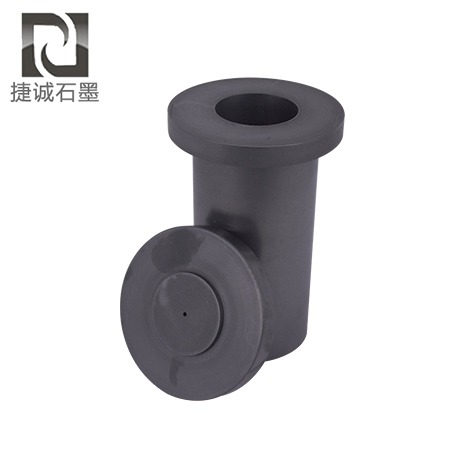
我厂制造石墨模具零件大多为异型石墨件,结构较为复杂。
石墨材料零部件的外观要求:
(1)零件表面不允许有裂纹。
(2)不允许深度超过0.1mm的划伤,不允许深度超过0.1mm的碰伤。
(3)不允许最大尺寸大于0.5mm的崩边。
2.2 加工现状
近年来,在石墨材料加工方面做了大量的工作,成功地采用了数控加工技术,使加工质量和生产效率得到较大幅度的提高。但是,在加工中表面缺损、崩边、刀具磨损严重等问题尚未得到彻底解决。
微信图片_20170907150416.jpg
3 加工难点分析
石墨材料具有极高的脆性,因此机械加工时,容易出现刀具磨损严重、边角崩碎等现象。在加工零件时,机床运动方向的频繁改变、刀具切入和切出时方向和角度的变化、微小的切削振动、刀具的磨损和破 损等也会导致刀具对工件产生冲击,造成零件崩边、刀具磨损严重等许多问题。
石墨材料的的车削过程大致是:在刀具切削刃与工件接触时,工件的一部分因刀具推进发生破碎,形成“切屑”,切屑散落于刀具表面或堆积在前刀面,大多数切屑沿前刀面滑动,因而容易产生刀具月牙洼磨损。
另一方面,石墨材料的致密性、均匀性远比金属差,切削中刀尖承受的冲击力更大,也更容易造成刀具磨损、零件崩边。
4 解决措施
4.1 改进加工方法
4.1.1 优化切削路径
前嵌环、喉衬是由棒材加工成圆管,再由圆管加工成锥套,锥面上的余量较大。原来采用的是与锥面母线方向平行的“等距法”,加工路径如图7所示。这种切削方法空行程路径长,加工效率低下。如果要提高效率,就得提高切削用量,刀具耐用度会降低,容易出现崩边缺陷。
微信图片_20170907150227.jpg
在保证零件质量的前提下,进行改进,采用“平行切法”加工锥面,粗车去余量,路径如图8(a);再按图8(b)所示的路径精车,将切削退出位置设置在锥面内部,避开棱边处。这样,不仅加工效率提高了50%以上,而且对防止崩边缺陷起到有效地作用。
微信图片_20170907150245.jpg
4.1.2 分粗、精加工
如上所述,前嵌环、喉衬加工余量大,材料脆、硬、均匀性差,加工中带有冲击现象。为消除切削中出现崩边缺陷,同时提高加工效率,分粗、精加工是解决问题的技术途径之一。
将现场的加工程序优化为粗、精加工,分别由粗、精刀具进行加工。粗加工以提高加工效率为主,切削深度一般取0.7~1mm;精加工对粗加工后的表面进行精细加工修复,采用小切深加工,切削深度一般用0.1~0.25mm. 这样大大提高了刀具耐用度(刃口锋利的持久性),有效防止了因刀具磨损而损 坏导致的崩边缺陷。
4.2 选择合适的刀具与切削参数
由于石墨材料脆性较高,致密度较差,故切削刀具应满足硬度高、锋利、耐冲击与耐磨性良好等基本要求。
人造金刚石是一种超硬材料,它是在高温、高压和其他条件配合下由石墨转化而成的。制成刀片形状镶焊在刀杆上,用于车削。人造金刚石的硬度很高,耐磨性很好,适用于加工非铁金属、非金属材料。
立方氮化硼是用高温、高压的方法制成的,原料是结构与石墨相似的六方氮化硼。该材料与人造金刚石相比,硬度略低,但热稳定性好,适用于加工黑色金属和难加工材料。
硬质合金硬度较高,耐磨性较好,但刃口不易磨锋利。
因此,选用人造金刚石、立方氮化硼、硬质合金等三种硬度较高、耐磨性较好的刀具材料进行切削对比。
为选择三种刀具对应的合适切削参数,先进行了摸底切削试验:
由于机床本身转速限制,切削的线性速度最高可以在130m/min~150m/min之间。进给深度按4.1.2中设置。
人造金刚石刀具,切削的线性速度设置在 150m/min,进行切削T705石墨材料100件,发现刀具磨损正常,而且零件加工质量稳定。
立方氮化硼刀具,切削线性速度设置在120 m/min ~ 150 m/min之间,进行切削T705石墨材料,加工60~80件零件后刀面磨损严重,且由于刀具磨损造成个别零件轻微崩边;切削线性速度设置在80m/min~100m/min之间,刀具磨损正常。
选用硬质合金刀具,切削速度在100m/min ~ 120m/min以之间,刀具急剧磨损,无法进行正常切削:切削速度在80 m/min ~ 100 m/min 之间,加工50件石墨零件后,刀具磨损严重,且由于刀具磨损造成个别零件崩边;切削线性速度在80 m/min以下,刀具磨损正常。
选用硬质合金刀具加工时,刀具前角对加工质量也存在明显的影响。分别采用正前角和负前角各加工10件零件。切削效果:采用正前角加工时候,切削力比较小,零件表面质量稳定。采用负前角加工时,发现其中5 件零件发现零件存在不同程度的崩边。
…
结论:石墨的车削效果与刀具前角γ密切相关,采用正前角切削时,压应力较小,可减少已加工表面破碎,有利于提高工件表面质量。采用负前角切削时,压应力增大,可促进石墨材料的破碎,更易形成大块的断裂块屑。
结论:金刚石刀具加工石墨材料效果更好,耐用度最高,为加工中首选刀具;其次选用硬质合金刀具;不推荐使用立方氮化硼刀具。
4.3 改善排屑条件

-
 液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16
液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16 -
 真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08
真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08 -
2026-07-06
-
2026-07-04
-
2026-07-03
-
2026-07-03
-
2026-06-22
-
2026-06-22
-
2026-06-22
-
2026-06-21
-
2026-06-21