石墨板之石墨的碾压成形加工工艺石墨碾压成型法要害用于抑制石墨板材或纸箔,分成单面平板电脑继续碾压和双层平板电脑继续碾压二种。
1、单面平板电脑继续碾压法
这类碾压法无需全部粘接剂就可以将软性石墨抑制成板才。全部加工工艺全过程是在配有滚轴碾压机的专业设备上打开的。
碾压机结构构成:(1)装蜘蛛石墨的料仓(2)轰动送料设备 (3)运送皮带 (4)四个工作压力辊 (5)一对电加热器 (6)操作板才薄厚的辊子 (7)压纹或图像规划辊子 (8)和卷辊 (9)切割器 (10)制成品卷辊
工作中全过程:高纯度石墨从料仓进到送料设备,落在运送皮带上。历经工作压力辊的碾压,发生必定薄厚的料层。加热设备构成高溫加温,以出来料层中的残留汽体,并使未澎涨的石墨终究一次澎涨。随后将根本成形的反材送进操作薄厚标准的辊子中,按照规矩标准再压一次,便于取得薄厚匀称和必定相对密度的整平板。终究历经切割刀激光切割后,卷上制成品筒。
2、单面平板电脑碾压法
单面平板电脑碾压,尽管销钉整平亮光,可是不可以太厚。一次成形太厚时,其匀称性和相对密度都无法确保。为了更好地做成厚钢板,选用双层双板累加,碾成双层夹芯板。每双层中心得加粘接剂再碾压成形。成形后要加温处理,以使粘接剂炭化和硬底化。双层平板电脑碾压法是在双层继续碾压机里打开的。
双层继续碾压机工作中全过程:由双板绕棍引出来双板,历经粘接剂涂辊把双面土上粘接剂后,与绕辊和双板相配,变成三和厚钢板,进到辊的空位碾压成必定薄厚。再送进电加热器中加温烘干处理。根据薄厚操作辊,调理薄厚做到要求标准,随后送进培烧设备中培烧。当粘接剂炭化后,在运用 充压辊终究充压成形。
常用继续碾压级,能抑制0.6-2mm薄厚的软性石墨板,这也是好于单面碾压机的,可是由于厚度也会发生板才分层次脱离的缺点,给使用发生不方便。构成的原因是抑制时汽体外流留到隔层正中心,防碍了固层紧密融合。改进的方法是,处理抑制全过程中的排气管难题。

-
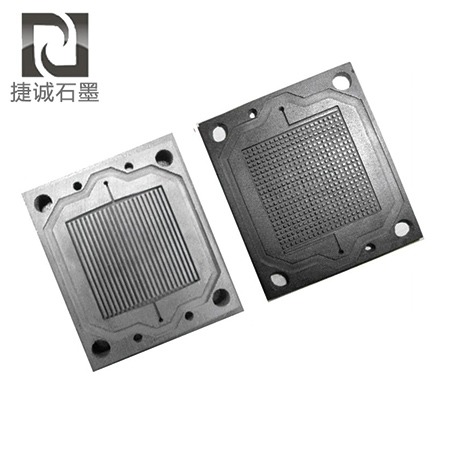
 液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16
液冷钎焊石墨模具自带内置循环控温流道,依靠石墨低热膨胀、导热均匀、不粘铝铜焊料、低析出的优势,专门适配超薄、微型、高精度液冷散热件真空钎焊,核心覆盖消费电子、半导体芯片、新能源、通信服务器、激光设备五大主流领域,不同领域工件尺寸、精度、洁净度要求区分明显。发布时间:2026-07-16 -
 真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08
真空、氮气、氩气惰性气氛无氧烧结,对模具杂质、放气量、粉尘管控要求极高,普通工业石墨模具杂质多、易掉粉,会造成元件雾化、电学性能衰减,必须执行高纯洁净生产标准。发布时间:2026-07-08 -
2026-07-06
-
2026-07-04
-
2026-07-03
-
2026-07-03
-
2026-06-22
-
2026-06-22
-
2026-06-22
-
2026-06-21
-
2026-06-21